Vacuum Pump Oil Properties – What you must know

A furnace is typically run at temperature between 500 o C- 1200 o C. Because of such elevated temperatures, furnaces require a lot of safety precautions in their normal operations. Because of requirement of better products many times it is essential that heating inside furnace be done under vacuum. Such a furnace is called a vacuum furnace.
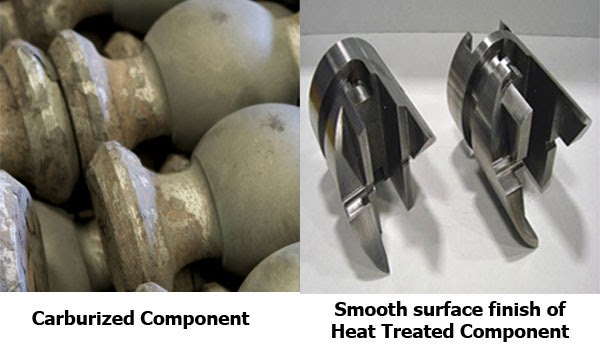
Advantages of vacuum heat treatment of components-
- No unwanted carburization takes place.
- Bright and smooth surface finish because of non-oxidation of components.
- Low distortion due to high temperature uniformity inside the vacuum furnace.
- Results are easily reproducible because of defined temperature guidance by load thermocouples.
- Complete documentation possible.
- Completely automated procedure.
Vacuum in furnace not only prevents oxidation of heated material but also allows controlled cooling under neutral atmosphere. At the same time addition of vacuum also mandates additional safety precautions to be observed so that there is no damage to equipment or chance of injury to people operating the equipment.
Because furnaces have been in operations since very long time so most engineers are aware of basic precautions for safe running of the furnaces. About vacuum system however not much literature is readily available. This blog post primarily addresses issues related to vacuum system for running the vacuum furnace safely.
Major precautions are given below-------
- In a vacuum system having diffusion pumps, the diffusion pump must never be touched or opened till it has cooled down to room temperature because during operations diffusion pump oil is heated to a temperature of about 250o C. Add to it the latent heat of vaporization and we have a dangerous situation at hand if mishandling occurs.
- Leakage in vacuum systems can result in cold air suddenly rushing into the heated furnace. To prevent this, following needs to be done.

- a)O Rings and oil seals must be replaced from time to time.
- b)Oil seals and o rings must be smeared with high vacuum silicone grease which prevents damage to these and also provides additional vacuum sealing.
- c)O rings and oil seals should always be placed properly in the groove provided for them. Otherwise they can get sucked in under vacuum.
- d)Flanges where o ring are fitted must have good surface finish. A coarse surface finish may result in gas leaking through the seal.
- e)All joints must be tightened so that o rings /oil seals are squished to about 80% of their original cross section. Less than this will result in vacuum leak and greater than this will result in damage to o ring.
- f)Good quality neoprene, viton or silicone o rings should be used.
- g)O rings must never be removed with a screw driver or any other sharp object as this can damage the groove of o ring.
- At the start of the cycle, for a minute or two, outlet of rotary pump throws out oil mist. Either provision should be made to exhaust this mist outside or a mist eliminator must be installed.

- Care should be taken to change the vacuum oils periodically.
- Diffusion pump oil must be topped up as soon as it falls below the minimum level. This prevents over heating of the diffusion pump.
- In case leakage is observed then proper leak detection procedure should be followed. For details on leakage detection please seehttps://supervacoils.com/leakage-detection-and-prevention-in-vacuum-systems/ .
- During heating in a furnace out gassing increases so vacuum pump of sufficient capacity must be selected. Inadequate pumping capacity of vacuum system will not be able to remove gases.
- At least once in a month furnace must be run on a dry run where empty furnace is heated to a temperature of 1000o C for at least 30 minutes under vacuum.
- Faulty vacuum reading can result in accident. So vacuum gauges must be checked from time to time.
- To prevent back streaming of rotary vacuum pump oil, rotary pumps must be fitted with solenoid valves.

Solenoid Valve
- Sequencing valves in vacuum system must be properly maintained.
- Moisture is detrimental to creation and maintenance of vacuum. When furnace is not in operation, as far as possible furnace doors must be kept closed to prevent moist air entering the chamber.
- Using good quality silicone diffusion pump oil rather than hydrocarbon diffusion pump should be used to minimize the risk of explosion.
- Outlet water temperature from diffusion pump cooling coils must be monitored and never allowed to go beyond for 40 o C.
- If a human is present inside the chamber and vacuum is switched on the person will die almost instantly. Proper interlocking and fool proofing must be observed to prevent this at all costs.
- Always use silicone diffusion pump oils instead of hydrocarbon/mineral oils for your diffusion pump as silicone oils are inert and more resistant to process gases present in the vacuum furnace. Mineral oils are likely to deteriorate or catch fire when in contact with certain process gases e.g., oxygen.
I am sure that by observing these precautions (which are primarily about the vacuum system of the furnace) you will get safe and trouble free operation of your vacuum furnace.
About the author
Anshuman Punj is a post-graduate mechanical engineer and an MBA by qualification. (B.Tech.-Mechanical Engineering, M.Tech.-Tool Design, MBA-specialization in Materials Management). He has worked at various management positions in the private sector as well as a consultant, Design for Tooling. (Eicher Goodearth, Modi Xerox and Hero Motors). This was followed by an illustrious career in the Indian Railways as a Class 1 officer. Coming across the upcoming and challenging field of vacuum deposition, Anshuman quit the government service in order to develop several ground breaking vacuum products that could be manufactured in-country. Today, he is the CEO of Supervac Industries, a highly successful Indian company that manufactures and supplies vacuum consumables to a large number of customers around the world. Anshuman Punj heads Supervac Industries which is known world-wide for its high quality and reasonably priced products. With 17 years of experience in the Vacuum Industry, he regularly writes articles and blogs on Vacuum products and applications.
Related posts






